HDPE管材、PVC-U管材及管件山東生產廠家
1998年起生產(chǎn)塑料管道,至今已有27年,專注於HDPE和PVC-U管材管件的生產與研發(fā),實力(lì)源於技術,堅持鑄就輝煌
服務電話:18663026656
一、管材和管件的驗收 1、管材和管件應具(jù)有質量(liàng)檢驗部門的質量合格證,並應有明顯的標誌表明生產廠家和規格。包裝上應標有批號、生產日(rì)期和檢驗代號(hào)。用於生活給水管道的管材和管件應無毒、無味,衛生性指標達到GB-T17219-1998《生活飲用水輸配(pèi)水設備及防護材料的安全性評價規定》的要求。 2、管材和管件的外(wài)觀質量應符合下列規定: (1)管材與(yǔ)管件的顏色(sè)應一致,無色澤不均及分解變(biàn)色線; (2)管材和管件的內外壁應(yīng)光滑、平整,無氣泡、裂口、裂紋、脫皮和嚴重的冷斑及明顯(xiǎn)的痕(hén)紋(wén)、凹陷。 (3)管材軸向不得有異向彎曲,其直線度偏差(chà)應小於1%;管材端口必須(xū)平整並垂直於管(guǎn)軸線。 (4)管件應完整,無缺損、變形,合模縫、澆口應平整,無開(kāi)裂。 (5)管材在同一截麵內的壁厚偏差不得超過14%;管件(jiàn)的壁厚不得小於相應的管材的(de)壁厚; (6)管(guǎn)材和管(guǎn)件的(de)承插粘接麵(miàn)必須表麵平整、尺寸準(zhǔn)確(què); 二、塑料管和(hé)管件的存放: 1、管材應按不(bú)同的規格分別堆放(fàng);DN25以下的管子可進行捆紮(zhā),每捆長度應一致,且重量不宜超過50Kg;管件應按不同品種、規(guī)格(gé)分別裝箱; 2、搬(bān)運管材和管件時(shí),應小心(xīn)輕放,嚴禁劇烈撞擊、與尖銳物品碰撞、拋摔滾拖;管材和管件應存(cún)放在通(tōng)風良好、溫度不超過40℃的庫房或簡易棚內,不得露天存放,距離熱源1米(mǐ)以上; 3、管材應水平堆放在平整的(de)支墊物上,支墊物的寬度不應小於75mm,間(jiān)距不大(dà)於1m,管子兩端外懸不超過0.5m,堆放高度不(bú)得超過1.5m。管件(jiàn)逐層碼放,不得疊置過高。 三、塑料管道的熔接連(lián)接熔接(jiē)適用(yòng)於(yú)PE(聚(jù)乙烯(xī))管的連接,按接口形式和加熱(rè)方式可分為: 1、電熔連接:電熔承插連接、電熔鞍形連接 2、熱熔連接(jiē):熱熔承插連(lián)接、熱(rè)熔鞍形連接、熱熔對接連接。 (一)、安裝的一般規定(dìng) 1、管道連接前,應對(duì)管材和(hé)管件及附屬設備按設計要(yào)求進行(háng)核對,並應在施工現場進行外觀(guān)檢(jiǎn)查,符合要求方可(kě)使用(yòng)。主要檢查(chá)項目包括耐(nài)壓等級(jí)、外表麵質量、配合質量、材質的一致性等。 2、應根據不同的接口形式采用相應的專用加熱工具,不(bú)得使用明火加熱管材(cái)和管件。 3、采用熔接方式相連的管道,宜采用同種牌號(hào)材質的管材和管件(jiàn),對於性能(néng)相似(sì)的必須先(xiān)經過試驗(yàn),合格後方可進行。 4、大風環(huán)境條件下進行連接時,應采取保護措施或調整連接工藝。 5、管材和管件應在施工(gōng)現場放置一定的時間後再連接,以使管材和管件溫度一致。 6、管道連接時管端應潔淨,每次收工時管口應臨時封(fēng)堵(dǔ),防止雜物進入管(guǎn)內。 7、管道連接後應進行外觀檢查,不合格者馬上(shàng)返工(gōng)。 (二)、電熔連接:是先將電(diàn)熔管件(jiàn)套在管材上(shàng),然後用專用焊機按設定的參數(時間、電壓等)給電熔管件通電,使內(nèi)嵌電熱絲的電熔管件的內表麵(miàn)及管子插入端的外表麵熔(róng)化,冷(lěng)卻後管材和(hé)管件即熔合在一起。其特點是連接方便迅(xùn)速、接頭質量(liàng)好、外界因素幹擾小、但電熔管件的價(jià)格是普通管件的幾倍至幾十倍(口(kǒu)徑越小相差越大),一(yī)般(bān)適合於(yú)大口徑管道的連接。 1、電熔承插連接的程序(xù)(過程): 檢查 → 切管 → 清潔接頭部位 → 管件(jiàn)套入管子 → 校正 → 通電熔接 → 冷(lěng)卻(1)切管:管材的連接端要求切割垂直,以(yǐ)保證有足夠的熔(róng)融區。常用的切割(gē)工具有旋轉切刀、鋸(jù)弓、塑料管剪刀等;切割時不(bú)允許產(chǎn)生高溫,以免引起管(guǎn)端變形(xíng)。(2)清潔接頭部位並標出插入深度線:用(yòng)細砂紙、刮(guā)刀等刮除管材表麵的氧化層(céng),用幹淨棉布擦除管(guǎn)材和管件連接麵上的汙物;標出插入深度線。(3)管件套入管子:將電熔管件套入管子至規(guī)定的深(shēn)度,將焊機的與管件連好。(4)校正:調(diào)整管材或管件的(de)位置,使管材和管件(jiàn)在同一軸線上,防止偏心(xīn)造成接頭熔接不牢固,氣密性不好。(5)通電熔接:通電加熱的時(shí)間、電壓(yā)應符合電熔焊機和電熔管件生產廠(chǎng)的規定(dìng),以保證在最佳供給電壓、最佳加(jiā)熱時間下、獲得最佳的熔接接頭。(6)冷卻:由於PE管接頭隻有在全部冷(lěng)卻到常溫後才能達到(dào)其最大耐壓強度(dù),冷卻期間其它外力會使管材、管件不能保持同一軸線,從而影響熔接質量(liàng),因(yīn)此,冷卻期間不(bú)得移動被連接件或在連接處施加外力。 2、電熔鞍形連接:這種(zhǒng)連接方式適用於在幹管上連接支管或維修(xiū)因管子小麵積破裂造(zào)成漏水等場合。連接(jiē)流程為(wéi): 清潔連接部位 → 固定管件 → 通電熔接 → 冷卻(1)用細砂紙、刮刀等刮除連接部位管材表麵的氧化層,用幹淨棉布擦除管材和管件(jiàn)連接麵上的汙物;(2)固定管件:連接前,幹管連(lián)接部位應(yīng)用(yòng)托架支撐固定,並將管件固定好,保(bǎo)證連(lián)接麵能完全吻合。通電熔接和冷卻過程與承插熔接相同。 (三)熱熔連接 1、熱熔承插連接:是將管材外表麵和管件內表麵同時無旋轉地插入熔接器的模頭中加熱數(shù)秒,然後迅速撤(chè)去熔接器,把已(yǐ)加熱(rè)的管子(zǐ)快(kuài)速地(dì)垂(chuí)直插入管件,保壓、冷卻的連接過程(chéng)。一般用於4〃以(yǐ)下小口徑塑料管(guǎn)道的連接。連接流程如下:檢查→切管→清理接頭(tóu)部位及劃(huá)線→加熱→撤熔接器→找(zhǎo)正→管件套入管子(zǐ)並校正→保壓、冷卻(1)檢查、切管(guǎn)、清理接頭部位(wèi)及(jí)劃線的(de)要求和操(cāo)作方法與UPVC管粘接類似,但要求管子外(wài)經大於管件內徑,以保證熔接後形(xíng)成合適的凸緣。(2)加熱:將管材外表麵和管件內表麵同時無旋轉地插入熔(róng)接器的(de)模頭中(已預熱到設定溫度)加熱數秒,加(jiā)熱溫度(dù)為260℃,加熱(rè)時間見有關規範規定。(3)插接:管材管件加熱到規定的時間後,迅速從熔接器的模(mó)頭中拔出並撤去熔接器,快速(sù)找正(zhèng)方向,將管件套入管端至劃線(xiàn)位置,套入過程中若發現歪斜(xié)應及時校(xiào)正。找(zhǎo)正和校正可利用管材上所(suǒ)印的線條和管件兩端(duān)麵上成十字形的四條刻線作為參考。(4)保(bǎo)壓、冷卻:冷(lěng)卻(què)過程中,不得移動管材或管件,完(wán)全冷卻後才可進行下一個接頭的連接操作。 2、熱熔鞍形連接:是將管材連(lián)接部位外表麵(miàn)和鞍形(xíng)管件內表麵加熱熔化,然後把鞍形管件壓到管材上,保壓、冷卻到環境溫度(dù)的(de)連接過程。一般用於管道接支管的連接。 其連接過(guò)程為:管子支撐→清理連接(jiē)部位及劃線→加熱→撤(chè)熔(róng)接器→找正→鞍形管件壓(yā)向管子並校正(zhèng)→保壓、冷卻(què)(1)連接前應將幹管連接(jiē)部位的管段(duàn)下部用托架支撐、固定;(2)用刮刀(dāo)、細砂紙(zhǐ)、潔淨的棉布等清理管(guǎn)材連接部位(wèi)氧化層、汙物(wù)等影響(xiǎng)熔接質量的(de)物質,並(bìng)作好連接標(biāo)記線(xiàn);(3)用鞍形(xíng)熔接工具(已預熱到設定溫度)加熱管材外表麵和管件內表麵(miàn),加熱(rè)完畢迅速撤除熔(róng)接器,找正位置(zhì)後將鞍形管件用(yòng)力(lì)壓向管材連接(jiē)部位,使之(zhī)形成均勻凸緣,保持適當的壓力直到(dào)連接部(bù)位冷卻至環境溫(wēn)度為止。鞍形管件壓向(xiàng)管材的瞬間,若發現歪斜應及時校正。 3、熱(rè)熔對(duì)接連接:是將與管軸線垂直(zhí)的(de)兩管子對應端(duān)麵與加熱板接(jiē)觸使之加熱熔(róng)化,撤去加(jiā)熱板後,迅速(sù)將熔化端壓緊(jǐn),並保(bǎo)壓至(zhì)接頭冷卻,從而連接管(guǎn)子。這種(zhǒng)連(lián)接方式無需(xū)管件,連接時必須使用對接焊機。其連接步驟如下:裝夾管子→銑削連接麵→加熱端麵→撤加熱板→對接→保壓(yā)、冷卻。 (1)將待連接的(de)兩管子分別(bié)裝夾在對接焊機的兩側夾具上(shàng),管子端麵應伸出夾具20~30mm,並調整兩管子使其在同一軸線上,管口錯邊不宜大於管壁厚度的10%。 (2)用專用銑刀同時銑削兩端麵,使其與管軸線垂直、兩待連接麵相吻(wěn)合;銑削後用刷子、棉布等工(gōng)具清除管子內外的碎屑及(jí)汙物。 (3)當加(jiā)熱板的溫度達到設定溫度後,將加熱(rè)板插入兩端麵間(jiān)同時加熱熔化兩端(duān)麵,加熱溫度和加(jiā)熱(rè)時間按對接工具生產廠或管材生產廠的規定,加熱完畢快速撤出加熱板,接著操縱對接焊機使其中(zhōng)一根管子移動至兩端麵(miàn)完(wán)全接觸並(bìng)形成均勻凸緣,保持適當壓力直到連接部位冷卻到室溫為止。 四、管道係統清(qīng)洗與試驗 1、管道安(ān)裝完畢後,按設計要求對管道係統(tǒng)進行強度和嚴密性試驗,檢查管道及各連接部件的(de)工程安裝質量。 2、生產(chǎn)管線及給(gěi)水管道用水作介質進行強度及嚴密性試驗。無壓管道(dào)進行灌水(閉水(shuǐ))試驗以測定滲水量,環(huán)境溫度低於5°時不能做水壓試驗。 3、試驗前,不能參與試驗的係統、設備、儀表及管道附件拆除或加以隔離,繪製試驗(yàn)範圍的係統圖、注明盲板、試(shì)壓用壓力表、進(jìn)水(氣)管、切斷閥門及試壓泵(bèng)位置(zhì)。 4、試驗過程中升壓速度應緩慢,分級試壓,設專人巡視和檢查試驗範(fàn)圍的管道情況。 5、試驗用壓力表必(bì)須是經校(xiào)驗(yàn)合格的壓力表,量程必須大於試(shì)驗壓力的1.5倍以上。壓力表數量設(shè)兩塊(kuài)。 6、試驗合格後,試驗介質的排放根據現場實際情況排放幹淨(jìng)。 7、試驗(yàn)完(wán)成(chéng)後拆(chāi)除試驗用盲板及臨時管線,核對試壓過程中(zhōng)的記錄,並認真仔細填寫《管道係統試驗記錄》交有關人員認可。 8、管道係統強度試驗合格後,分係(xì)統對管線進行(háng)清(qīng)洗。
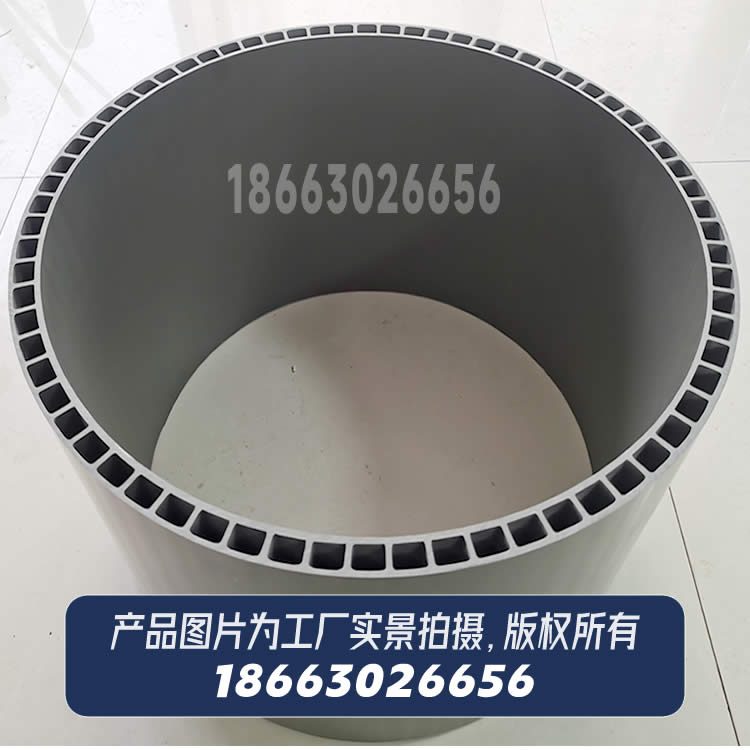
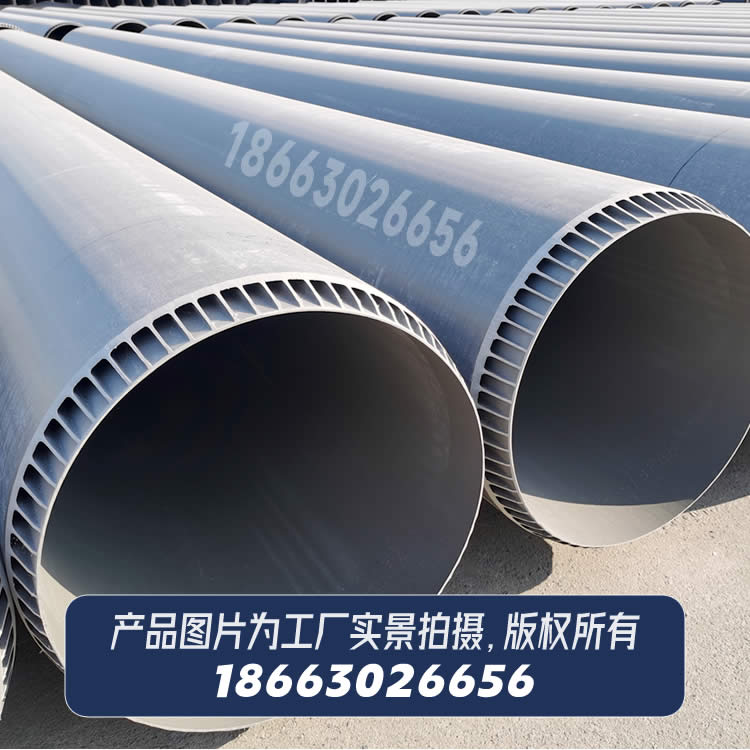
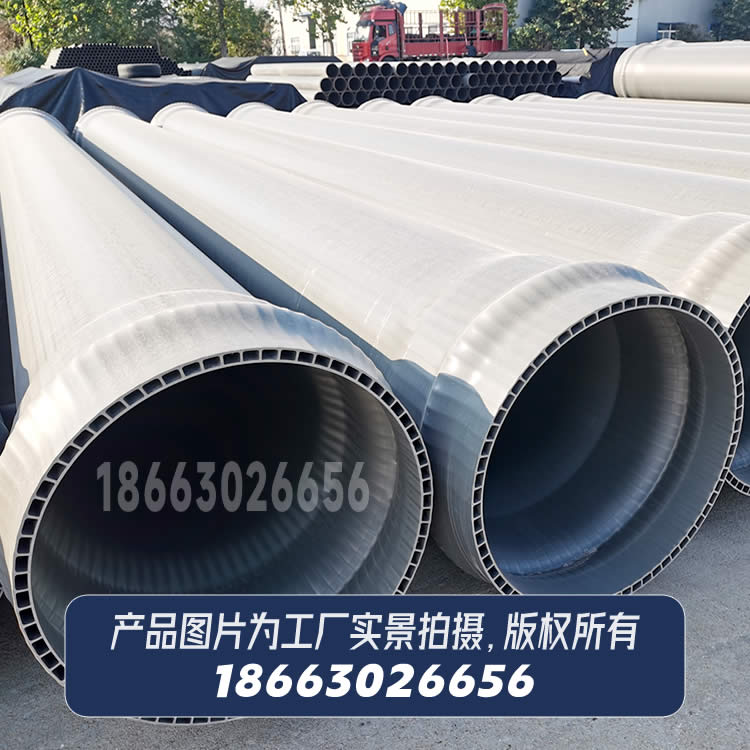
PE管材管件生(shēng)產廠家,PE燃氣(qì)管生產廠家,PVC-U管材(cái)管(guǎn)件生產廠家,PE矽芯(xīn)管(guǎn),PVC軸向中空(kōng)壁管