HDPE管材、PVC-U管材及管件山東生產廠家
1998年起生產塑料管道,至今已有27年,專注於(yú)HDPE和PVC-U管材管件的生產與研發,實力源於技術,堅持鑄就輝煌(huáng)
服務電話:18663026656
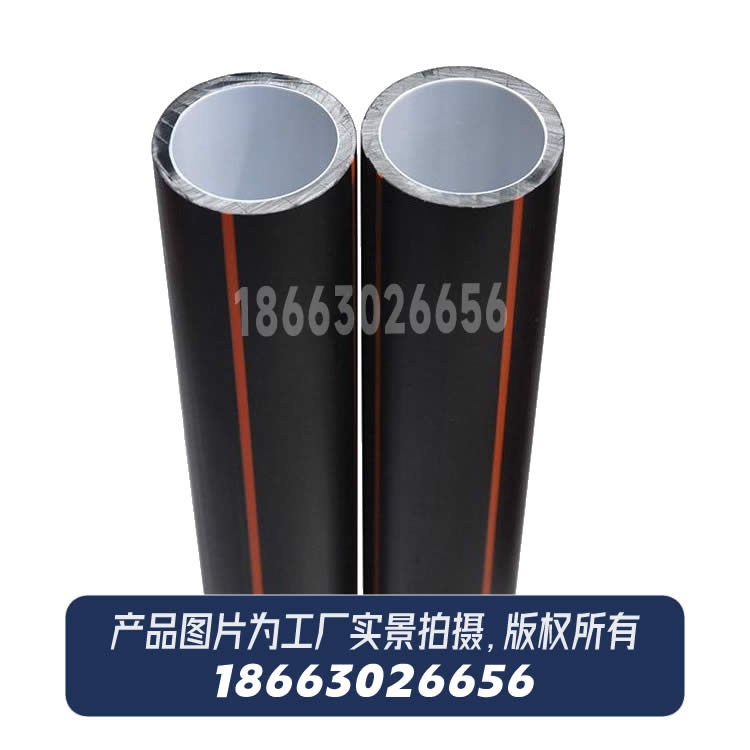
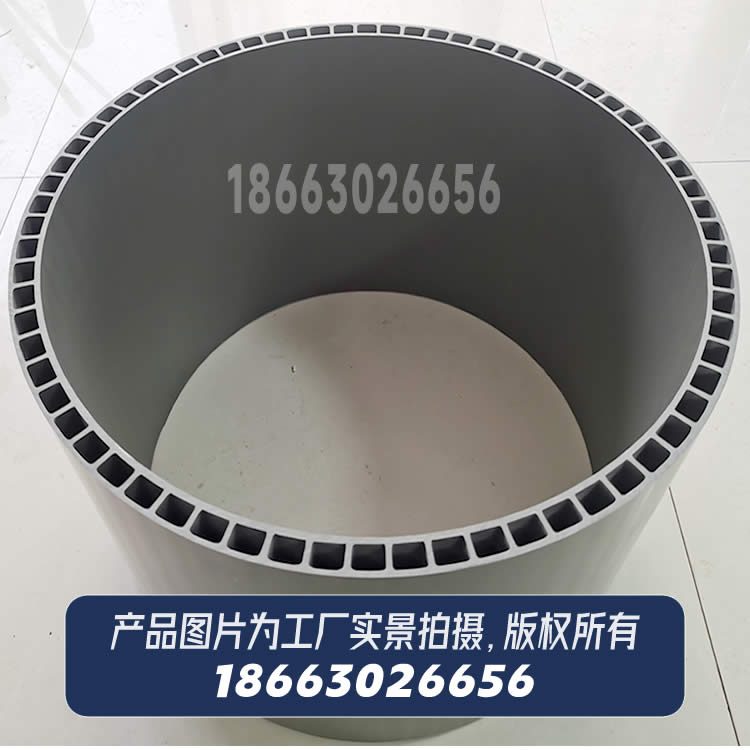
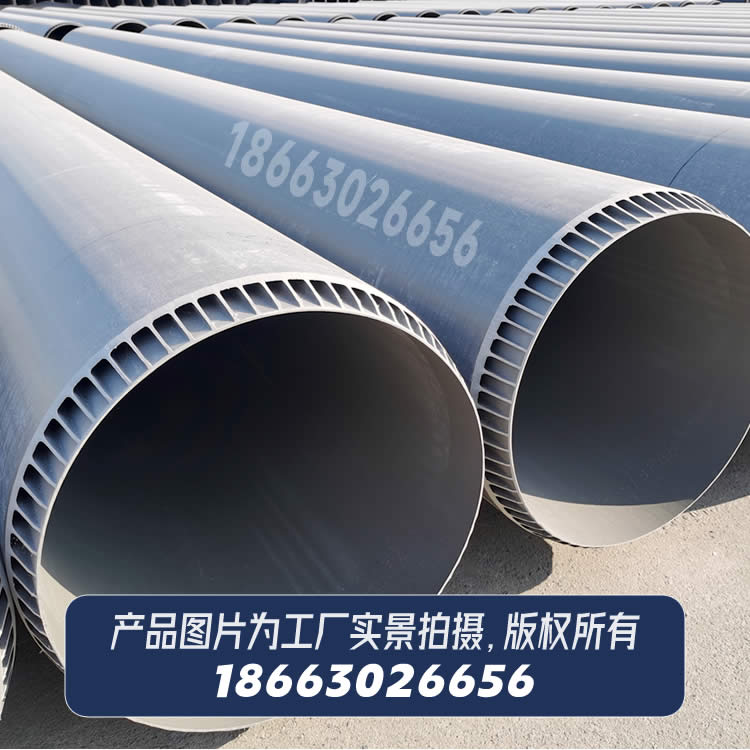
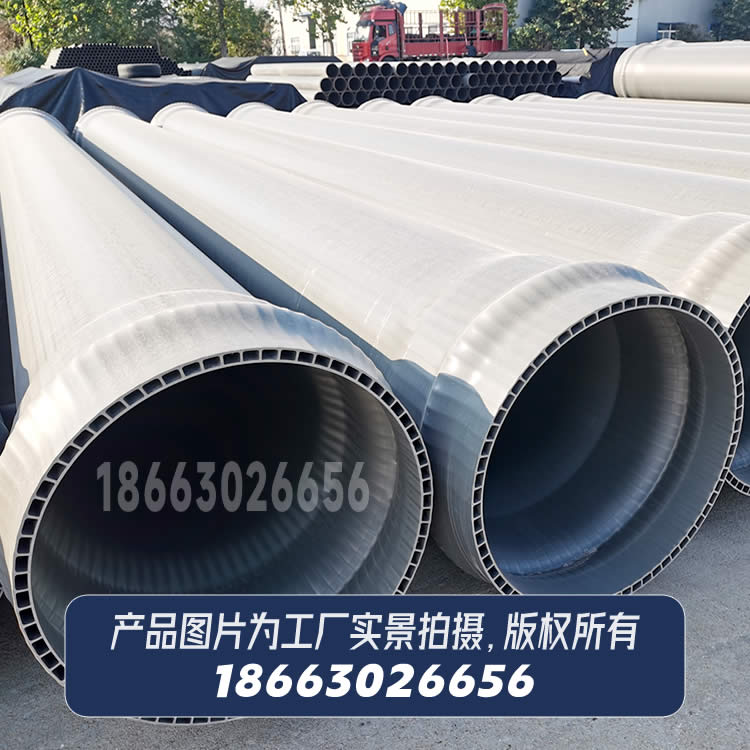
PVC管材(cái)生產線工藝流程 1、PVC管材生產線的工(gōng)藝流(liú)程 生產流程(chéng)原料+助(zhù)劑配製→混合→輸送上料→強製喂料→錐型雙螺杆擠(jǐ)出機→擠出模具→定徑套→噴淋真空定型(xíng)箱→浸泡冷卻水箱(xiāng)→油墨印字機→履帶牽引機→抬刀切割機→管材堆(duī)放(fàng)架→成品檢測包(bāo)裝 二(èr)、PVC管材生產線設(shè)備功能 (1) 、原(yuán)料混合:是(shì)將PVC穩定劑、增(zēng)塑劑、抗氧化劑等(děng)其它輔料(liào), 按比例、 工藝先後加入高速混合機內,經(jīng)物料與機械自摩擦使物料升溫至設(shè)定(dìng)工藝溫度,然後經冷混機將物料降至40-50度;這樣(yàng)就可(kě)以加入到擠出機的(de)料鬥。 (2) 、擠出機部分:本機裝有(yǒu)定量加料(liào)裝置,使擠(jǐ)出量與加料量能夠匹配,確保製品穩定擠出。由於錐形(xíng)螺(luó)杆的特點,加料段具有較大的直徑(jìng),對(duì)物料的傳(chuán)熱麵積和剪切速度比較大,有利(lì)於物料的塑化,計量(liàng)段螺杆直徑小(xiǎo),減少了傳熱麵積和對熔體的(de)剪切速度,使熔體能在較低(dī)的溫度下擠出。螺杆在機筒內旋轉(zhuǎn)時,將PVC混合料塑(sù)化後推向機頭,從(cóng)而達(dá)到壓(yā)實、熔融、混煉均化(huà);並實現排氣、脫(tuō)水之目的。加料(liào)裝置及螺杆驅動裝置(zhì)采用變頻調速,可(kě)實現同步(bù)調速 (3) 、擠(jǐ)出模頭部分:經壓實、熔融、混煉均化(huà)的PVC,有後續物料(liào)經螺杆推向模頭,擠出模頭是管材成型的關建部(bù)件。 (4) 、真空定型水箱用於管材的定型、冷卻, 真空定型水箱上(shàng)裝有供定型和冷卻的真空係統和水循環係統,不鏽(xiù)鋼箱體,循環水噴淋(lín)冷卻, 真(zhēn)空(kōng)定型水箱上裝有前後移動裝置和左右、高低調節手動(dòng)裝置。 (5) 、牽引機用於(yú)連(lián)續、自動地(dì)將已冷卻變硬的管材(cái)從機頭處(chù)引出來,變頻調速。 (6) 、切割機(jī):由行程開關根據要求(qiú)長(zhǎng)度控製後,進行自動切割,並延(yán)時翻架,實行流水(shuǐ)生產,切(qiē)割(gē)機以定長(zhǎng)工(gōng)開關信號為指令,完成切割全過(guò)程,在切割過程中與管材運行保(bǎo)持同步,切割過程由電動和氣動驅動完成,切割機設有吸塵裝置,將切割產生的碎屑及時吸出,並回收。 (7) 、翻(fān)料架翻料動作由氣缸通過氣路控製來實現,翻(fān)料架設有一(yī)個限位(wèi)裝置,當切割鋸切斷(duàn)管材後,管材繼續輸送,經延時後,氣缸進入工作,實(shí)現(xiàn)翻料動作,達到卸料目的(de)。卸料後(hòu)經延時數秒自動複位,等待下一(yī)循環。 三、PVC管材用途 (1)PVC管材(cái),是指做成管材的主要原(yuán)料是(shì)PVC樹脂粉。PVC管材的種(zhǒng)類一般是(shì)以管材的用途(tú)來分的:排水管,給水管,電線(xiàn)管,電纜護套管…… 因為做(zuò)的原料配方是有區別的,各類管的抗壓性等各方麵的指標是不一樣的。 PVC給水管配合給(gěi)水(shuǐ)配件,用(yòng)於(yú)樓房的給水工程。 PVC排水管用於排汙(wū)…… 四、辨別PVC管材的好壞的方法 (1)先看表(biǎo)麵光潔度,以及白度。 (2)拿樣品摔,容易摔碎者一(yī)般是高鈣產品,當然要(yào)符合你們的要求價格合適的話是可以的(de)。 (3)拿樣(yàng)品用腳(jiǎo)踩管材的邊,看看是(shì)否能(néng)裂開,或者(zhě)裂開後的斷裂伸長率。 (4)耐侯方麵挺麻煩的。最直接的辦法就是拿到高溫高光的地(dì)方放(fàng)個幾天,看表麵變化率,但太浪費(fèi)時間。主要看前3項(xiàng)就好。
PVC管(guǎn)材,工藝流程